





MLCCʧЧԭ�����������
ʧЧ��ԭ��
�b���^����<��ˇ��(y��ng)����>ʧЧ��ԭ��;
�ᑪ(y��ng)���c��_��;
���ٵ��ܽ�;
�����Ԫ���^��;
������ϴ�ēp��;
�C(j��)еؓ(f��)�d;
�\(y��n)ݔ?sh��)���?d��ng);
�C(j��)е�_��;
��(y��ng)���c��_��;
�ϻ�<���g����������ϻ�����׃���ѡ�����ƣ��>
�������ʧЧģʽ�c��Ҋ����
�g늽��������늉��^�d������������ӿ늉��_��©������O�Է����·���ߜؽ��~����ʧЧ��
�X늽��������©�������������O�Է����·���ߜؽ��~����ʧЧ��
�ЙC(j��)��Ĥ���������_��ʧЧ������늸��^��Ӱ푸��l�·���܌�(sh��)�F(xi��n)��
MLCC��2���SMT��ˇ����(d��ng)��(d��o)���ѻ�^��ʧЧ��Y5V�ض����Բ��ь�(d��o)���·���ϣ�
MLCC��1���RF�O(sh��)Ӌ(j��)�x��ƥ�䡣
MLCC�����R�����
һ���Ѽy (�ѡ����ѡ��_�Ѻ͓���)
�������^��
��������ܮ���(C��DF��IR��TC)
�ġ�����(����(bi��o)GB��0.3%�����w���O(sh��)�䶨)
�塢���a���� (�ٺ�)
�������� (Q��ESR��)
MLCCʧЧ�_��
һ��MLCC�������췽������أ�
1��MLCC�ş��r(sh��)�ؿ�ʧ�{(di��o)���ЙC(j��)��]�l(f��)���ʲ����⣬��(y��n)�ؕr(sh��)��(hu��)���F(xi��n)�Ѽy��
2����(n��i)늘O���ٌ��c�մɽ��|(zh��)���Y(ji��)�r(sh��)�����Ûϵ��(sh��)��ͬ���տs��һ��(d��o)�´��w��(n��i)���a(ch��n)�����ѡ�(MLCC�|(zh��)���[��)��
3���������Ѽy
����MLCC��(y��ng)�����a(ch��n)��ˇ�������أ�
1����_��(�Y(ji��)��(g��u)�����������ն̕r(sh��)�g��(n��i)�ضȄ���׃���a(ch��n)���ęC(j��)е��(y��ng)������(d��o)�µęC(j��)е���Ɖģ�ԓ�����ڲ�ͬ�ğ���Ûϵ��(sh��)����(d��o)���Լ��ض�׃���ʮa(ch��n)��)
2���N�b��(y��ng)��(��Ҫ����������^��?q��)��ЊA������ēp��<Ŀǰ��ʹ��ҕ�X���л⌦��ȡ���C(j��)е����>)
3����는U(ku��)չ���Ѽy(�N�b�r(sh��)����a(ch��n)����ȱ�ݣ���(j��ng)���ͨ는U(ku��)չ���Ѽy)
4���N���Ѽy(��ӡ�ư�ü����yԇ��Ԫ�������b�����^�����b��ӡ�ư溸�ӡ��a(ch��n)Ʒ��K�M�b�r(sh��)����ď����Ӻ����N����ӡ�ư���Ҫ��ӡ�ư���N��)
5��ӡ�ư����(�ֹ����_ƴ��ӡ�ư塢�������С��L��(d��ng)��Ƭ���С��_����_ģ���С��M����и��ˮ�������и�п��܌�(d��o)��ӡ�ư叝��)
6�����Ӻ�׃�ε�ӡ�ư�(�^�ȵĻ��ď�����Ԫ�����đ�(y��ng)��)
MLCCʧЧ����
�a(ch��n)����ԭ��
1��MLCC�����͉������(���|(zh��)���ƫ������(n��i)���ж�·ȱ��)��
2��PCB��ģ�K�·�O(sh��)Ӌ(j��)������������©늶� ·��ȱ�ݣ�
3��SMT���a(ch��n)��ˇ����ɵ��a�����a�顢�a��ȶ�·�F(xi��n)��
4����늜yԇ�r(sh��)늉��^�ߡ���a(ch��n)����˲�g�}�_늉��^��Ȳ���������
MLCCʧЧ���^Ó�䡢����
�a(ch��n)����ԭ��
1����늘O�c�մ��w�Y(ji��)�Ϗ�(qi��ng)���^�� ���˽ӹ�
ˇ�]���ƺã���ʹ���Y(ji��)�r(sh��)�Y(ji��)�϶��^����
2��PCB�M�b�{(di��o)ԇ�����C(j��)�M�b���\(y��n)ݔ�^�����p
ײ�����˞��������(d��ng)?sh��)Ȯa(ch��n)���^��(qi��ng)�ęC(j��)
е��(y��ng)���_������ɵ� ��
��Ʒ��ˇ��
SMT (Surface Mount Technology)
����(�M�b)�N�b���g(sh��)
Dipping �������
Packing ��Ʒ�z�y���b����
���ϲ����R��
�� �O(sh��)�䲻��ԭ��
a��Feeder�ϱP�]�Ϻã�
b������(buzzer)��ϴ���坍,������Չ�������λ��
c������ĥ�p�^��������治�坍��
d������δУ�������_,���ϕr(sh��)�l(f��)��ƫ��;
e ��X&Y�S��λ�����_(�h(hu��n)���O(sh��)���Ԅ�(d��ng)ʰȡУ��)��Z�S�߶��{(di��o)�����е��NƬ�C(j��)Z�S�ĸ߶�������(j��)Ԫ���ĺ�ȶ��O(sh��)���ģ�
f��PCB�ı���ƽ���ȳ�����(bi��o)��(zh��n)(ӡˢ�a���Ȳ���)��
g��Ԫ����Ĕ�(sh��)��(j��)���_��(�C(j��)�_(t��i)���P(gu��n)��ݵ�����(y��ng)����(sh��)�L�����ͺ��O(sh��)�ò���λ)��
h�����C(j��)�R����坍; ��
i�����I(y��)�T��������(d��ng)(���������).
����ϲ���ԭ��
a���Ͽ�̫���̫խ��
b������ƫ����ģ�ߴ��ĥ�p̫������ƫС���ϣ�
c�������ܳ�,��Û�ļ�����(hu��)�sС�ϿĿ��g��
d�����w���^ճ�����w�����F�^�ض��^�ߣ���ʹ���w��ճ�����^��(qi��ng)���a(ch��n)Ʒ����������^�ã���
e�����w����;�������ʹ��;���ϣ�
f���a(ch��n)Ʒ���^��ȱ��.
MLCCʧЧ��Q����
���O(sh��)�䲻��ԭ��
���Q�O(sh��)���㲿��(buzzer��Feeder��)����(y��u)�x�O(sh��)�䅢��(sh��)���{(di��o)���O(sh��)��ʹ֮�\(y��n)�D(zhu��n)������
����ϲ���ԭ��
�z����Ϡ�r���_���ώ����Ͽס��a(ch��n)Ʒ�ߴ�Ҏ(gu��)����Ϙ�(bi��o)��(zh��n)(GB)��
MLCCʧЧ���a����
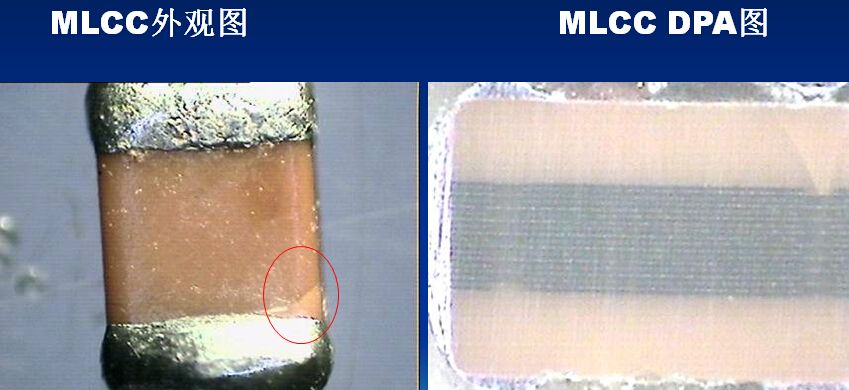
MLCC�������棺
�a(ch��n)Ʒ���ǻ����^���僶��^��ȡ�僌Ӳ�����僌���Ⱦ�����^�����Ȳ����F(xi��n)��
OEM ���a(ch��n)��ˇ��
���a(ch��n)�Ƴ̲�ƥ��(���U�͟o�U)�����PPAD�������a��ʧЧ���a��ӡˢ��Ȳ����Ӝض��^�ͣ��a���x�ͼ����Բ��õȲ����F(xi��n)��
MLCC�a(ch��n)Ʒ���棺
���Ƶ��ǻ��ȡ��{(di��o)�����^�僺�ȡ��{(di��o)����ˎˮ�_��僌Ӿ���僌ӟo��Ⱦ�����^�o������
OEM ���a(ch��n)��ˇ��
�{(di��o)�����a(ch��n)�Ƴ�ʹ(���U�͟o�U)�M�������ݣ��_�����PPAD�o�������a���������{(di��o)���a��ӡˢ��ȡ���Ҫ�Ǻ��Ӝض��{(di��o)����
�����^(q��)��Ҫע�����(xi��ng)
�������ã��f���˾���ʹ�����ڻ��_(d��)�����ӵ�Ч����
ԓ�^(q��)���͜ض���ÿ�����205��230��
�ض�̫�ߣ����^2��5 �� /s,��ֵ�ضȱ����]�ߣ���(hu��)����PCB���^�ȷ־�����Ó�ӻ���p���p��Ԫ���������ԡ����w�Ѽy��Ĺ���F(xi��n)��
�ض�̫�ͣ�����ص��ڻ�����(hu��)���F(xi��n)̓���Ȳ����F(xi��n)��
��s�^(q��)��Ҫע�����(xi��ng)
�������s�^(q��)������(y��ng)ԓ�Ǻͻ����������R���P(gu��n)ϵ�����c(di��n)�_(d��)���̑B(t��i)�ĽY(ji��)��(g��u)Խ�o�ܣ��õ��ĺ����c(di��n)�|(zh��)��Խ�ߣ��Y(ji��)��������Խ�á�
��s�^�죺���ٵ����׃��,���M����ɕ��r(sh��)�ĜضȲ�,�@ʹ�M�����ܟ�-�C(j��)е��(y��ng)��.��(d��ng)�ز��^��r(sh��),��(d��o)�½M�����մ��c�������֮a(ch��n)����(y��ng)���Ѽy��

����admin ����ĕr(sh��)�g��2023-03-21

ϵ�ͷ�")
ϵ�ͷ�")
ϵ�ͷ�")
ϵ�ͷ�")
